精度與速度提供者
專業(yè)齒輪制造-專注傳動(dòng)領(lǐng)域發(fā)展

聯(lián)系電話
專業(yè)齒輪制造-專注傳動(dòng)領(lǐng)域發(fā)展
聯(lián)系電話

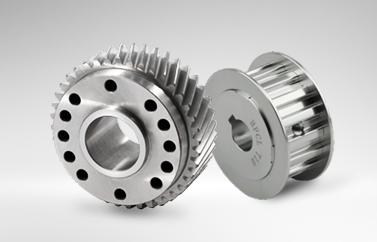
隨著精密制造國(guó)產(chǎn)化水平的不斷上升,越來(lái)越多的客戶愿意通過(guò)國(guó)內(nèi)生產(chǎn)的零部件來(lái)取代國(guó)外的產(chǎn)品。本案例所生產(chǎn)的消隙齒輪主要是用于高科技行業(yè)、國(guó)際知名高科技芯片制造企業(yè)設(shè)備,是取代日本原產(chǎn)的一個(gè)零部件。主要方式是往復(fù)運(yùn)轉(zhuǎn),實(shí)現(xiàn)正反轉(zhuǎn)零間隙。

結(jié)構(gòu)特色:兩個(gè)大的齒輪(消隙)+高齒輪;中部鏤空--減輕重量/配套軸的設(shè)計(jì);
產(chǎn)品難點(diǎn):
1、薄壁(直徑跟壁的比例達(dá)到多少范圍,有國(guó)際標(biāo)準(zhǔn)),小模數(shù)、多齒數(shù);
2、打樣成功對(duì)加工時(shí)用的工裝夾具、機(jī)床也有要求,原因是小模數(shù)、精度要求高(模數(shù)大,方便加工,所以同等精度要求的齒輪,小模數(shù)比大模數(shù)的難度大)必須從各個(gè)方面來(lái)控制變形量。
3、難點(diǎn)在于保持三個(gè)不同齒部的整體同心度,以保證分體達(dá)到整體的效果。
一、加工工藝(上部自轉(zhuǎn)大齒輪)
0010--備料(主體+螺釘/銷釘)
由于產(chǎn)品端面的超高精度要求,平面度跳動(dòng)要求是0.03mm(3個(gè)絲),普通的是8個(gè)絲,挑戰(zhàn)高,之前的材料達(dá)成非常困難,經(jīng)過(guò)溝通進(jìn)行了方案優(yōu)化:材料由普通的20CrMnTi,改成由美國(guó)進(jìn)口的航天行業(yè)特種鋼:高鉻軸承鋼。材料優(yōu)勢(shì):高度防銹、防變形,達(dá)到熱處理要求,硬度高、淬火滲透性強(qiáng),可以實(shí)現(xiàn)機(jī)加部分精度的要求+齒部的精度要求。
0020--數(shù)車1
0030--滾齒
0040--入庫(kù)
0050--整體真空淬火處理HRC55-62,加了深冷(冰冷)處理,釋放內(nèi)應(yīng)力,保持穩(wěn)定性。
0060--入庫(kù)
0070--數(shù)車2
0085--數(shù)車3
軸承位的要求也接近苛刻:用兩個(gè)手指輕輕一按就能裝好,同樣用兩個(gè)手指又要能拿出來(lái),裝配上去又不能掉,要求軸承位跟軸承配合也要在0.002--0.003mm(2-3個(gè)絲)
0090--外圓磨
0100--齒部磨
0105--數(shù)銑
0140--磨齒(專用芯軸)
0150--成品檢測(cè)
小結(jié):此部分要求是整個(gè)機(jī)臺(tái)當(dāng)中最耐磨、最能抗沖擊、最防銹,另外有8個(gè)配套齒輪。因?yàn)樗钦讉鲃?dòng)系統(tǒng)中的總動(dòng)件(中心齒輪)

二、加工工藝(自轉(zhuǎn)齒輪B-底部齒輪)
0010--備料(主體+螺釘/銷釘)
0020--數(shù)車1
0030--數(shù)銑
0040--滾齒
0050--入庫(kù)
0060--整體網(wǎng)袋爐滲碳處理HRC50-55
滲碳(一種熱處理方式)--加硬、使產(chǎn)品耐磨。這一道工序有難度,因?yàn)楣ぜ鼙。幚聿缓玫脑捄苋菀壮霈F(xiàn)變形,一旦出現(xiàn)變形,導(dǎo)致齒厚不均勻的話,那么齒的精度6級(jí)就得不到保證。還會(huì)出現(xiàn)打刀、撞機(jī)等現(xiàn)象,產(chǎn)品報(bào)廢不合格;只有在進(jìn)行滲碳熱處理的時(shí)候嚴(yán)格控制好變形量,才能穩(wěn)固后面量產(chǎn)時(shí)的磨齒加工,實(shí)現(xiàn)批量生產(chǎn)。
同時(shí)增加了深冷處理(熱處理的輔助工序),也叫冰冷處理,專業(yè)深冷爐、釋放內(nèi)應(yīng)力,減小變形量,有利于后面工序的精度保障。
0070--入庫(kù)
0085--數(shù)車
0090--外圓磨
0100--鉗工(與配套大齒輪用4-M2螺釘組裝到位,保證齒槽、齒頂對(duì)齊)
0105--數(shù)銑
0130--鉗工(與配套齒輪組裝銷孔、磨齒)
0150--成品檢測(cè)

三、加工工藝(齒輪-2 底部配套齒輪)
0010--備料
0020--數(shù)車1
0030--數(shù)銑
0040--滾齒
0050--入庫(kù)
0060--整體網(wǎng)袋爐滲碳處理HRC50-55
滲碳(一種熱處理方式)--加硬、使產(chǎn)品耐磨。這一道工序有難度,因?yàn)楣ぜ鼙。幚聿缓玫脑捄苋菀壮霈F(xiàn)變形,一旦出現(xiàn)變形,導(dǎo)致齒厚不均勻的話,那么齒的精度6級(jí)就得不到保證。還會(huì)出現(xiàn)打刀、撞機(jī)等現(xiàn)象,產(chǎn)品報(bào)廢不合格;只有在進(jìn)行滲碳熱處理的時(shí)候嚴(yán)格控制好變形量,才能穩(wěn)固后面量產(chǎn)時(shí)的磨齒加工,實(shí)現(xiàn)批量生產(chǎn)。
同時(shí)增加了深冷處理(熱處理的輔助工序),也叫冰冷處理,專業(yè)深冷爐、釋放內(nèi)應(yīng)力,減小變形量,有利于后面工序的精度保障。
0070--入庫(kù)
0080--平面磨
0090--內(nèi)圓磨
0095--外圓磨
0100--鉗工
組裝要求:做了專門的組裝夾具,以保證分體達(dá)到整體的效果;
0110--成品檢測(cè)

總體小結(jié):
同軸度、垂直度要求:組裝后要求上部高的齒輪與底部?jī)蓚€(gè)大齒輪的同軸度(齒輪分度圓的中心線)控制在0.006-0.007mm,實(shí)現(xiàn)分體式齒輪達(dá)到整體效果。
對(duì)產(chǎn)品的行為公差要求高:要求每道工序都要嚴(yán)格控制公差,把控細(xì)節(jié)、精益求精。
以上是對(duì)用于高科技行業(yè)精密消隙齒輪加工案例介紹,有需要消隙齒輪加工的歡迎咨詢iHF合發(fā)齒輪廠家。
188 7591 2258
地址 :深圳市龍華區(qū)觀湖街道松軒社區(qū)大布頭路333號(hào)富裕華億科技園B棟101(B棟、C棟)
電話 :188 7591 2258
QQ:2850623673

微信聯(lián)系我們
Copyright ? 深圳市合發(fā)齒輪機(jī)械有限公司 粵ICP備14068780號(hào)
互聯(lián)網(wǎng)品牌建設(shè):CTM188 7591 2258
地址 :深圳市龍華區(qū)觀湖街道松軒社區(qū)大布頭路333號(hào)富裕華億科技園B棟101(B棟、C棟)
電話 :188 7591 2258
QQ:2850623673
微信聯(lián)系我們